TM 5-5420-278-24&P
0069 00
1
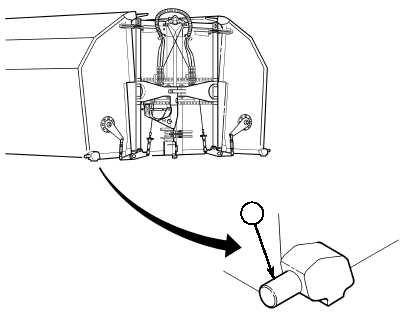
RAMP BAY AND INTERIOR BAY TRUNNION REPAIR (Contd)
WARNING
If trunnion is bent or severely worn, it must be completely
replaced. Failure to comply may result in injury to personnel.
NOTE
Build-up welding on trunnion is performed if wear does not exceed
1.181 in. (30 mm). The abrasion or wear may display a variety of
inclinations or crack-like features.
IRB bays are made from corus aluminum ABKANTGUETE
6061-T651 749572.
PREPARATION
1.
Grind off to beyond ends of cracks on trunnion (1).
2.
Clean welding area with a stainless steel wire brush.
WELDING
NOTE
If temperature is below 59°F (15°C), pre-heat welding area to a
maximum of 302°F (150°C) before welding.
1.
Apply circular welding beads (refer to TC 9-237) from inside towards the outside and position
welding beads closely. Depending upon the required build-up thickness, several circular welding
beads must be applied.
2.
After welding trunnion (1), work diameter and length of trunnion (1) to dimensions provided in
illustrations. Chamfer end of trunnion (1).
3.
Clean, treat, and paint area in accordance with MIL-T-704 TYPE B.
NOTE
Perform steps 4 and 5 on ramp bay trunnions equipped with wear
caps where drilling and tapping a new mounting hole is required.
4.
Mark, drill, and tap a M-12 x 25 threaded hole in center of trunnion (1). Install new threaded
insert (2) (refer to WP 0058 00).
5.
Install wear cap (WP 0055 00) (ramp bay only).
6.
Install ramp bay or interior bay on transporter (TM 5-5420-278-10).